

In the post 3 Systems of butt welding according ISO 21307, we showed the differences that there are between them, and even we calculated the butt welding parameters of a pipe of PE100 DN 500 SDR 11, and we concluded that the system that needs less time to perform the welding is the high-pressure system, that’s why we consider it the best system to optimize the performance of an installation of PE pipes of big diameters, equal or higher to DN 500 mm.
The McElroy Company started its history with 2 people in a garage of Oklahoma back in 1954 and in 1969 McElroy designed its first butt fusion machine, being at present a leader in engineering and fabrication of these machines of welding pipes and fittings of PE like PP. In all the steps of its history they took into account the development of products and the continuous improvement to provide the client the most technologically advanced, robust and durable fusion machine of the market, that’s why McElroy is known as the leader company by the design.
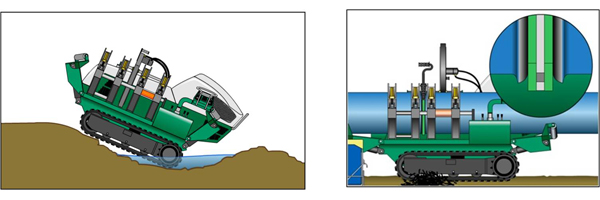
The welding machine McElroy TracStar 500 fuses the ends of the pipe of DN 180 a 500 mm. It was the first fusion machine of the world which was installed in a quack-track system, making it moving in almost all the soils. It is considered the flagship of the McElroy machines, and its success generated the whole line TracStar of fusion machines.

Characteristics of the TracStar® Machine 500 Series 2
• Self-propelled, for all type of soil
• Driven by a diesel motor of three cylinders with 23 HP liquid-cooled
• The cart can be removed easily to use it within the trench
• On board generator to power the heater and other devices
• The hydraulic lift off the machine helps to load and unload the pipe
• It fits in a truck of long standard platform for an easy transport
• Compatible with DataLogger®
• Double-speed caterpillars
• Available hydraulic clamping
Animations of the machine and the welding procedure
 – Advantages of the TracStar machine – Theory of the fuse
– Advantages of the TracStar machine – Theory of the fuse
We advise to use rollers

The use of rollers like support and guide of the pipes to be welded has 3 functions:
a) Avoid that during the movements of the pipe to be welded, that is in the moving part of the machine, whether it is or not directly in contact with the soil so that it isn’t scratched as in that case of exceeding the scratching or cracks the 5-10% of thickness of the pipe, and so the affected area will have to be eliminated.
b) Decrease the pressure drag so that the machine can work well. We remember that we have to add the pressure drag to the welding pressure (p1) and it can result in a very high value depending on the soil and the slope.
c) Approximate the pipe to the height that it has in the machine, to facilitate its alignment. It is advisable the use of trestles with rollers instead of pieces of pipes, wood, bricks, etc. that sometimes they are used in the works, which are less secure.
The official distributor for Spain is the ARISTEGUI MAQUINARIA s.l. Company.
>>> Leave a comment.



Deja tu comentario